
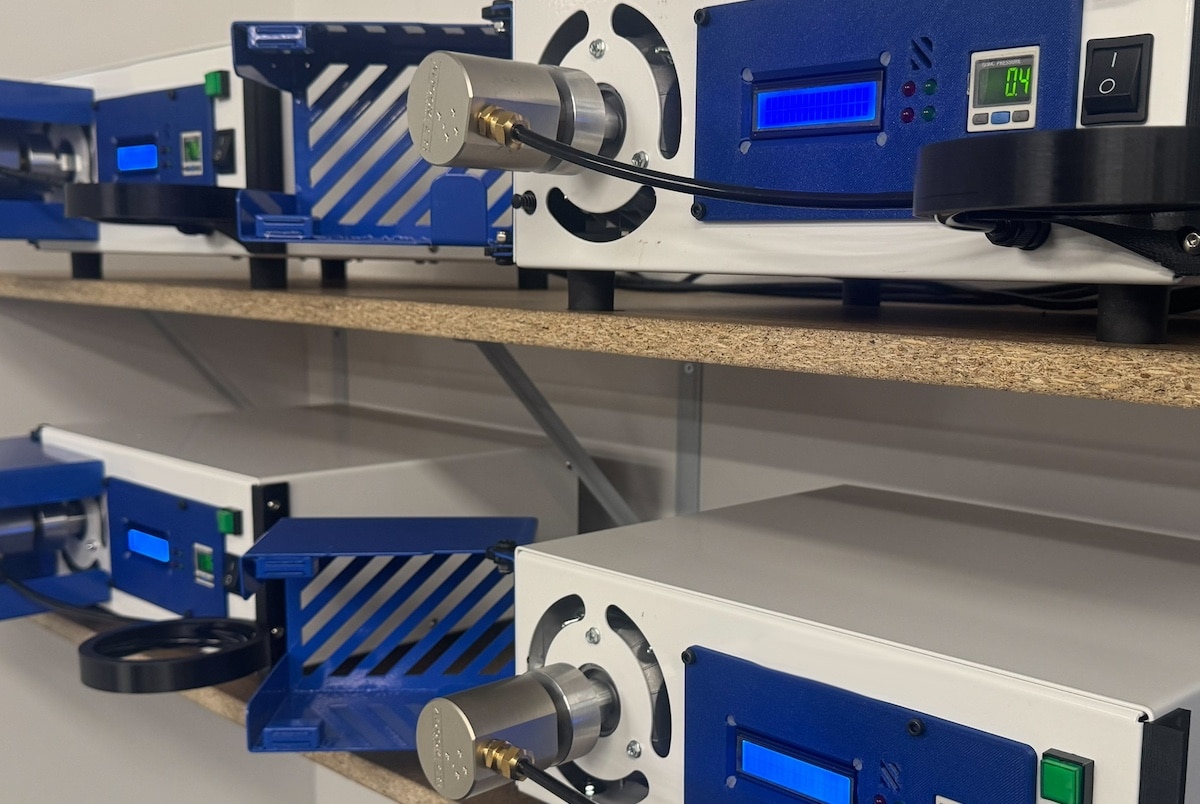
Rotator testing machines. Image: Aussie CTI
In the world of heavy transport, reliability starts with quality materials and it’s confirmed through rigorous testing.
At Aussie CTI we pride ourselves on building every system with premium components that are made to last. But what really sets us apart is our commitment to ensuring our systems are tested before they ever see a truck.
Take our rotators for example. Each one is individually pressure-tested under rotation using custom-built rigs developed by our own team. These machines simulate real operating conditions, allowing us to validate seal integrity and performance under stress, long before the unit is ever fitted to an axle.
 Aussie CTI Meritor rotator assembly. Image: Aussie CTI
Aussie CTI Meritor rotator assembly. Image: Aussie CTI
Built by experience, designed to perform
Our testing machines weren’t bought off the shelf. They were developed by the same technicians who’ve been building and fitting CTI systems for over a decade.
With years of real-world experience across industries like logging, mining and long-haul freight, our team understood exactly what was needed from a test rig.
The result is a highly controlled, repeatable process that embeds seals correctly, confirms pressure handling under rotation, and ensures every unit meets the same high standard.
“We didn’t just want to build a good product,” explained Aussie CTI Sales Manager Andrew Kee, “we wanted to build one we could guarantee because we test every unit ourselves.”
Consistent testing means fewer failures
When a job gets repetitive, it’s easy for small mistakes to creep in, that’s why we automated our testing process. Rather than relying solely on manual checks, we use machines that apply consistent pressure and rotation to each unit.
This reduces the risk of failure in the field, especially in remote or demanding environments. Whether you’re hauling out of a muddy forest track or cruising open highway, you need gear that performs exactly as expected.
Tough components that last
Aussie CTI rotators are built with durability and serviceability in mind. Each unit includes:
• A hard coat anodised 6061 aluminium body, providing excellent corrosion and wear resistance
• Triple-seal protection with long-life Australian-made main seals
• US-made carbide seats for long-term durability
• Double-stacked Nachi bearings for extra stability
• Dual-lip oil seals to block out contaminants
• Nut and tail hose fittings for fast tyre changes
• Stainless steel mounting hardware, designed to fit original axle studs
• Compatibility with most existing CTI systems
These components are selected and assembled for long-term performance, easy servicing, and fewer problems on the road.
Real-world benefits for operators
Our customers see the difference every day. By giving drivers control over tyre pressures through a simple in-cab controller, Aussie CTI systems help improve traction on soft or uneven ground; reduce tyre wear and punctures; provide a smoother, more comfortable ride; improve fuel efficiency; reduce stress on the driveline; and extend the life of tyres and components.
From Tasmanian logging operations to agricultural haulage and long-distance freight, Aussie CTI systems are helping trucks run safer, smoother, and more efficiently across Australia.
Built right. Tested to prove it. Trusted nationwide
At Aussie CTI we don’t just talk about durability – we back it up. Every rotator is tested, every system is built with care, and every customer benefits from technology that’s been engineered for Australian conditions.
Want to see the difference for yourself? Visit the website at aussiecti.com.au or call 0459 222 137 to book a fit-up or learn more.